
Introduction to the Process
With the seal type, diameter and cross-section already determined, the information below offers guidance in selecting the appropriate material(s), temper and finish for your metal seal design. Comprehensive data is given to ensure an optimum match between the many material choices and the application. However, we are always pleased to offer additional technical consulting and advice if required.
Metal seal material, temper and finish are designated in the part number as shown below.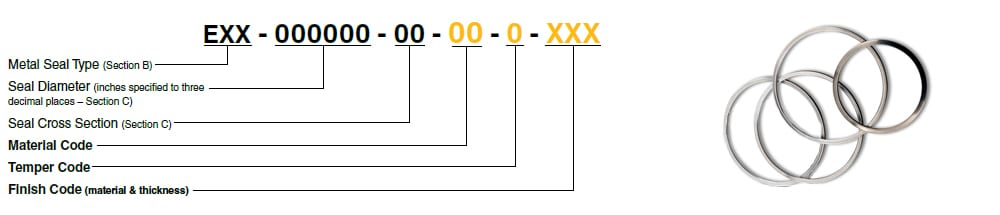
For additional part number information, please refer to: Metal Seal Type | Seal Diameter and Seal Cross Section
Selecting the Metal Seal Material
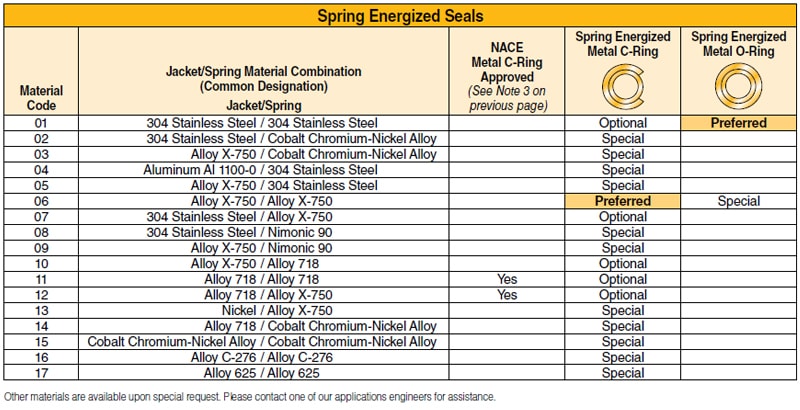
The tables shown in the sections below list all the available materials for non-spring energized seals and spring energized seals. Starting in the column appropriate to the chosen metal seal type, make the primary material selection by choosing a "preferred," or possibly "optional" material compatible with the maximum working temperature in the application.
Other factors that may also require consideration include 'NACE' approval (corrosion resistance) and chemical compatibility. Additional guidance on the effects of material choices on seal performance (load, springback and pressure rating) may be found in the Technical Information section. Special materials are also available to meet unusually severe operational requirements, or unique procurement specifications. Generally, these will not be stock item materials and may be subject to some additional lead time and material lot charges.

Material Codes and Temperature Capabilities
Below you will find the Material Codes for Non-Spring Energized Seals and Spring Energized Seals.
• Download the PDF with these charts and the Temperature Capabilities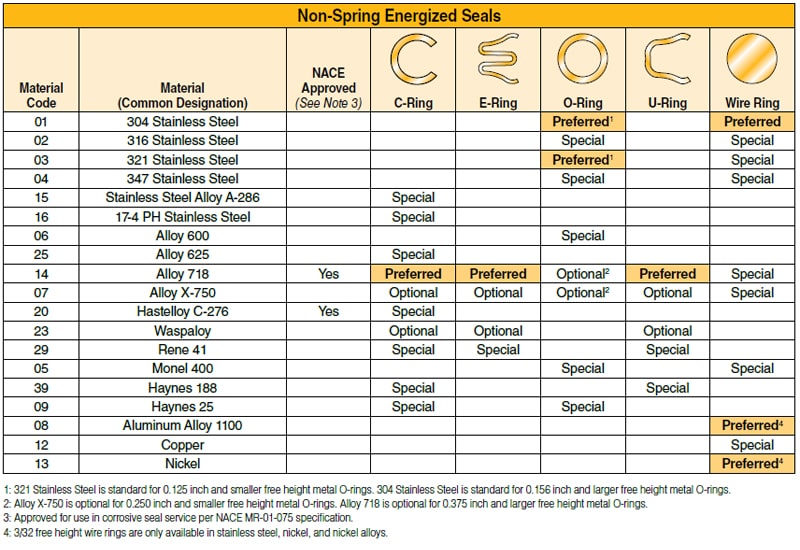
Aerospace Material Specification (AMS) Reference
Our material procurement specifications ensure that we receive only the highest quality materials in a condition best suited for seal manufacture. This ensures that you receive the highest quality seals with consistent performance. Our procurement specifications comply with (but are frequently more stringent than) the following AMS specifications.
• Download the AMS Specifications and Yield Strength Data
Yield Strength, Relaxation & Springback
Yield strength and stress relaxation are particularly important in the design and application of resilient metal seals for elevated temperatures. For any given seal design, springback is a function of yield strength and stress relaxation (as well as modulus of elasticity). A useful estimation of springback for short term exposure to elevated temperatures may be obtained by derating the published springback by the ratio of the yield strength at the elevated temperature to the yield strength at ambient temperature. 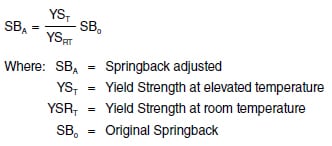
Stress relaxation occurs when material is exposed to long term elevated temperatures. This results in reduced load and springback.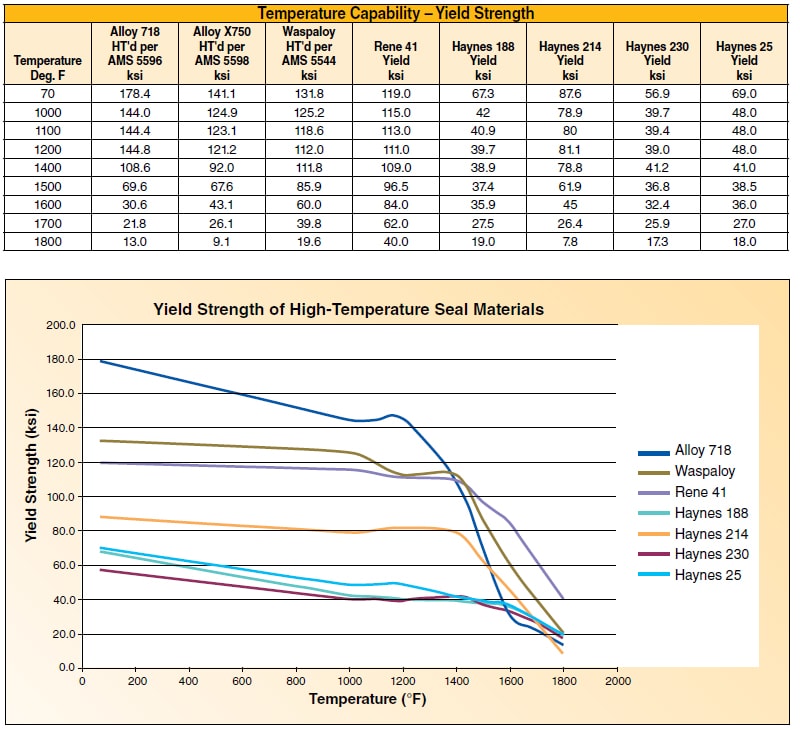
Metal Seal Material Temper
We provide clear recommendations on the best choice of material condition for the type of seal selected and material type. For high performance resilient metal seals manufactured from nickel alloys such as X-750, 718 and Waspaloy, we recommend a solution annealed and age hardened heat treatment to our standard (-6) condition after forming. This increases springback and load by increasing yield strength, as well as improving fatigue resistance and creep resistance. Metal O-Rings and Spring Energized C-Rings are frequently manufactured from austenitic stainless steels which are not precipitation hardenable. These seals are supplied in the work hardened condition.
| Temper Code | Temper Description |
| 1 | Work Hardened |
| 2 | Age Hardened |
| 4 | Annealed |
| 6 | Solution Heat Treat, (Stabilization Heat Treat if applicable), and Precipitation Heat Treat |
| 8 | Temper For Service Per NACE MR0175 Specification |

Temper Codes for Spring Energized Seals
The -1 Work Hardened temper code is standard for all Spring Energized Seals. All springs are supplied in an appropriate spring temper prior to installation in the seal jacket. The -6 Solution Annealed and Age Hardened temper code is available for increased fatigue resistance of the jacket/spring combinations (at right) in cyclic operating conditions such as piston engines.
| Material Code | Jacket/Spring Materials |
| 06 | Alloy X-750/Alloy X-750 |
| 11 | Alloy 718/Alloy 718 |
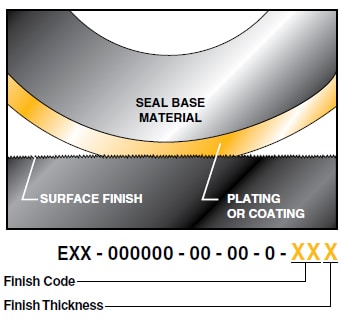
Specialized platings and coatings allow us to modify the surface properties of a metal seal to create a ductile, low hardness outer surface layer. This acts as an integral "gasket" and ensures optimum sealing despite mating surface imperfections. However, unlike a large surface area traditional flat gasket, the narrow footprint of a metal seal produces a high localized contact stress without excessive bolt-up loads.
Platings and coatings can also improve seal performance by reducing the coefficient of friction of the seal and preventing galling. This assists the seal to slide and “seat down” properly during initial compression or permit, for example, limited dynamic use as a valve stem seal.
In addition to the primary physical properties of ductility and softness, seal coatings are also chosen to withstand high temperatures and often corrosive or oxidizing environments. With a wide choice of surface coatings available, we recommend the selection be made by the following process of elimination.
• Download the PDF for Temper Seals and Finish Codes

Coatings and Finishes
Finish Thickness Selection Guidelines
Finish of the mating surfaces is an important factor in selecting the most appropriate plating or coating thickness. Generally, rougher surfaces require thicker finishes to ensure proper sealing.
• Download this PDF and refer to the appropriate seal cross section in the bar chart.
Locate the flange surface finish in the bar above the seal free height to determine the appropriate finish thickness on the left.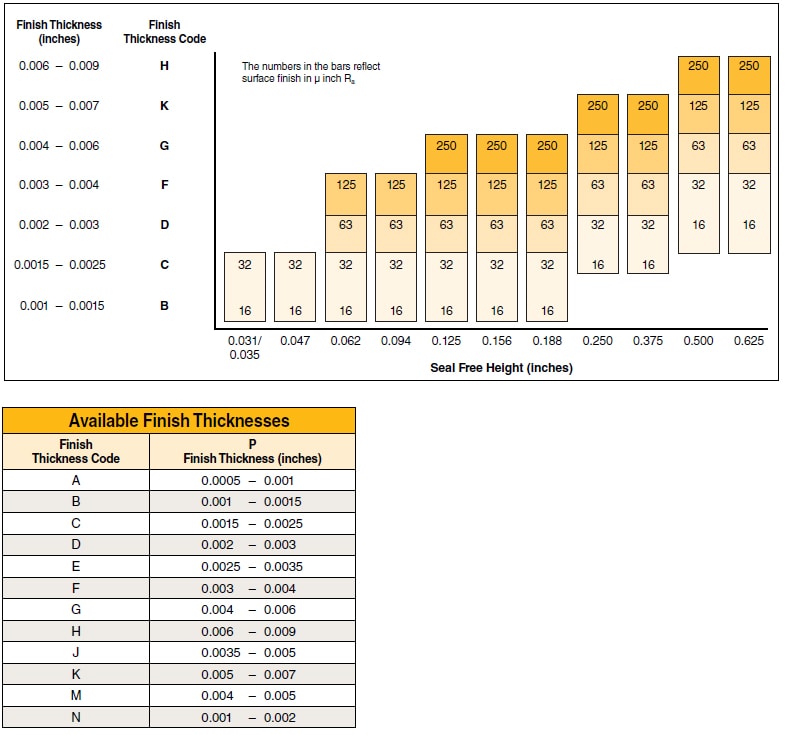
Silver-Indium Plating
Parker Hannifin’s Silver-Indium diffused plating is a patent pending electro-deposited plating process developed for metal seals exposed to hot, oxidizing environments. This new coating is specifically engineered to minimize the blistering and subsequent delamination often seen with plain silver or silver-gold composite coatings.
• Download information on Silver-Indium Plating
TriCom® Plating
TriCom is a proprietary electrodeposited composite tribological coating developed to provide excellent wear and oxidation protection for metallic sealing systems. TriCom comprises a unique matrix of cobalt co-deposited with chromium carbide (Cr3C2) particles to create a wear and oxidation resistant system for prolonged use at 1150°F and limited use at 1250°F. TriCom is designed to significantly reduce the wear of metallic sealing elements and the respective mating surfaces caused by thermal expansion and vibrational movement.
• Download information on TriCom Plating
TriCom-HT™ Plating
TriCom-HT is a proprietary electro-deposited coating developed to provide excellent wear and oxidation resistance for high temperature metal seals and sealing components. TriCom-HT comprises a unique cobalt-nickel alloy matrix co-deposited with chromium carbide (Cr3C2) and MCrAlY particles to provide a wear and oxidation resistant system for prolonged use at 1400°F (760°C) and limited exposure up to 1550°F (843°C). TriCom-HT is designed to significantly reduce the wear of metallic sealing elements caused by thermal expansion and vibrational movement between mating surfaces.
• Download information about TriCom-HT Plating
